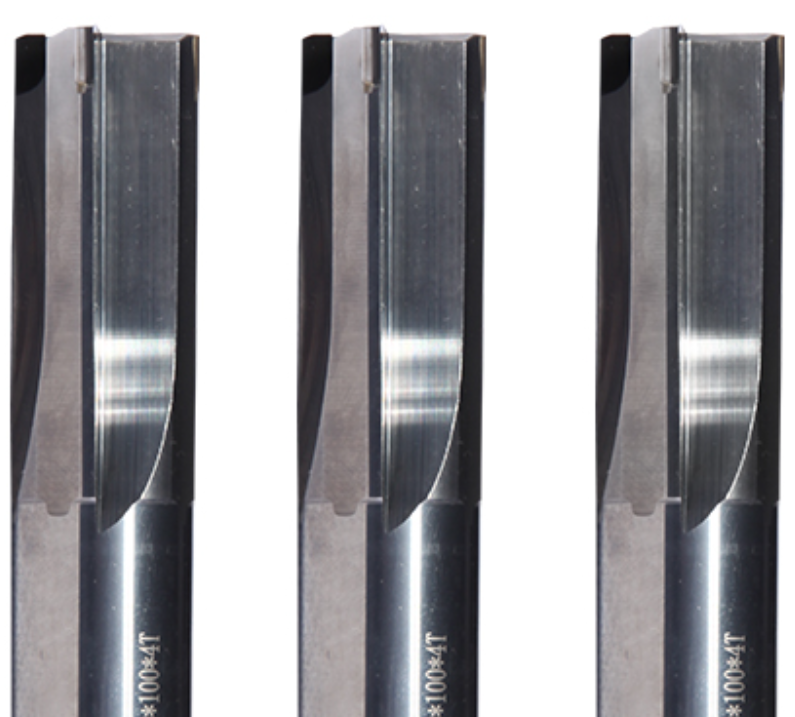
电机壳体加工用PCD金刚石设计加工方案
PCD聚晶金刚石刀具适用范围:PCD金刚石刀具加工铝制工件具有刀具寿命长、金属切除率高、工件光洁度好等优点,其缺点是PCD金刚石 刀具在机械制造业加工使用成本高昂,加工成本高。随着近年来刀具的发展与应用情况已发生了诸多变化。铝材料在性能上已今非昔比,在加工各种新开发的铝材料(尤其是高硅含量复合材料)时,为了实现生产率及加工质量的不断优化,通过对刀具的牌号及几何参数设计及选择,以适应不同的加工要求。刀具的另一个变化是加工成本不断降低,在市场竞争压力和刀具制造工艺改进的共同作用下,刀具的价格已大幅下降。使得PCD刀具在铝材料加工中的应用日益增多,且刀具的适用性受不同被加工材料的制约。目前机械制造加工领域对于铝制工件产品使用PCD金刚石刀具形成不断上升的趋势,刀具制造成本也大幅下降,以往PCD金刚石刀具价格昂贵一直是影响用户广泛使用PCD(聚晶金刚石)刀具的一个主要因素,现在情况发生了较大变化。在过去的几年中,PCD刀具的价格已下降了40%~60%。出现PCD金刚石刀具成本下降的原因之一就是市场供大于求。在20世纪90年代初,刀具的发展势头开始超过传统的硬质合金刀具,在随后的十年中,对刀具的市场需求不断增加。但是,随着刀具制造技术的成熟,其销售增长势头开始减缓。此外,新进入刀具制造业的竞争者也动摇了原有的市场价格体系。刀具价格下降的另一个原因是刀具制造成本不断降低,刀具制造工艺(如用于金刚石毛坯粗加工的EDM工艺、切削刃精密加工工艺等)不断改进。此外,与十年前相比,加工刀具用的金刚石砂轮质量显著提高,成本则大大下降。我国对相关刀具的需求仍有相应市场。

SS硕朔生产制造整硬合金刀具、成型刀具、焊接合金或PCD金刚石复合刀具等,并提供相关刀具返修研磨服务。
电机壳体加工用PCD金刚石刀具切削加工铝合金材料时,硬质合金刀具的粗加工切削速度约为120m/min,而聚晶金刚石(PCD)刀具即使在粗加工高硅铝合金时其切削速度也可达到约360m/min。刀具制造推荐采用细颗粒(或中等颗料)PCD牌号加工无硅和低硅铝合金材料。采用粗颗粒PCD牌号加工高硅铝合金材料。如铣削加工的工件表面光洁度达不到要求,可采用晶粒尺寸较小的修光刀片对工件表面进行修光加工,以获得满意的表面光洁度。
聚晶金刚石(PCD)刀具PCD刀具的正确应用是获得满意加工效果的前提。虽然刀具失效的具体原因各不相同,使用人正确的使用方法同样至关重要。选用PCD刀具时,应正确把握刀具的适应范围。例如:选用PCD刀具加工黑色金属工件(如不锈钢)时,由于金刚石极易与钢中的碳元素发生化学反应,将导致PCD刀具迅速磨损,因此,加工淬硬钢的正确选择应该是PCBN刀具。
一般来说,为了减小切削力,防止产生积屑瘤,PCD刀具应采用正切削角。但在加工高硅铝合金时(尤其在用PCD刀具替代硬质合金刀具进行加工时),PCD刀具的后角通常会比硬质合金刀具采用的后角(如250)略微减小,以改善PCD刀具切削刃对高硅铝合金的切削性能。PCD刀具的正前角也不宜过大,因为刀具前角越大,其切削刃强度越低,通俗地讲就是,PCD刀具的后角越小,切削刃的强度越高。为了在保证刀具为正切削角的前提下尽可能提高切削刃强度,将具有负前角的CNMX刀片焊接在PCD刀具刀尖部位并形成正切削角,这样,刀片的负前角既提供了较高的切削刃强度,又不会影响刀具的正常切削。制造PCD刀具切削刃时,不需对金刚石刀尖作过多工艺处理,对于PCD,可对切削刃进行轻微刃磨,此外,使切削刃产生一定的轴向倾角也有助于提高PCD刀具的切削性能。
聚晶金刚石(PCD)刀具刀片的成功应用不仅取决于合理选用刀具几何参数和切削参数,同时还需要刀具供应商对刀具使用中遇到的问题提供对应解决方案。